
Китайские литьево-сварные седла: инновации?
2026-01-17
Когда слышишь про ?китайские литьево-сварные седла?, первая мысль часто — ?ну, это прочно и дёшево?. Но за этой простой формулировкой скрывается целая эволюция подхода, которую многие до сих пор не замечают, списывая всё на ценник. Инновации ли это? Или просто отработанная технология, доведённая до массового производства? Попробую разобрать по косточкам, исходя из того, что видел сам.
Откуда растут ноги: эволюция вместо революции
Если говорить об инновациях в чистом виде — прорывных технологиях, — то здесь Китай чаще следует трендам, а не задаёт их. Но в чём они действительно сильны, так это в литьево-сварные седла как концепции. Раньше часто был выбор: либо цельная отливка (дорого, долго, но надёжно), либо чисто сварная конструкция (быстрее, но со слабыми местами в зонах напряжений). Китайские производители, особенно те, что работают на серьёзные инфраструктурные проекты, сделали ставку на гибрид. Суть не в изобретении велосипеда, а в его тонкой адаптации.
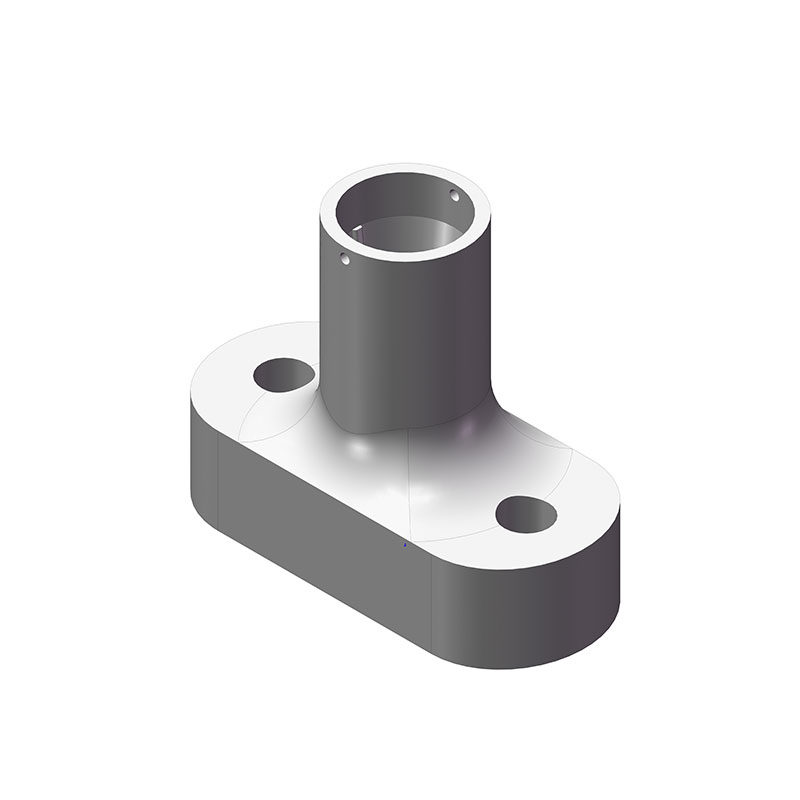
Взять, к примеру, седла для мостовых опор. Ключевая зона — место контакта с основной балкой, где нагрузки колоссальные. Цельная отливка всей детали весом в несколько тонн — это гигантские затраты на форму, логистику и контроль. Китайский подход, который я наблюдал, — это отливка ключевых силовых узлов (те самые ?башмаки? или зоны крепления) из высокопрочного чугуна или стали, с тщательно продуманными приливами и посадочными поверхностями. А уже к ним привариваются более простые сварные элементы корпуса из листового металла. Это не революция, это прагматичная эволюция, снижающая общую стоимость без фатального ущерба для прочности.
Помню один из ранних проектов поставок для угольного терминала на Дальнем Востоке. Заказчик скептически относился к такой комбинированной схеме, опасаясь именно сварных швов на усталость. Пришлось буквально на пальцах, с чертежами и расчётами, показывать, как распределяется нагрузка: отливка принимает на себя пиковые точечные усилия, а сварной каркас её просто удерживает и формирует геометрию. После испытаний на стенде (кстати, часто не хуже европейских) скепсис сменился на осторожный интерес. Инновация? Нет. Грамотная инженерная оптимизация — да.
Где собака зарыта: материалы и ?невидимая? доводка
Вот здесь, на мой взгляд, и кроется главный сдвиг. Если десять лет назад основной аргумент был ?цена?, то сейчас всё чаще звучит ?предсказуемые характеристики?. И это достигается не магией, а контролем на двух этапах: материал отливки и подготовка под сварку.
Качество литой заготовки — это святое. Раньше бывало, что в партии попадались экземпляры с раковинами или неоднородной структурой — и всё, брак. Сейчас у крупных игроков, вроде АО Дэян Тяньюань Тяжелая Промышленность, с этим строго. Заходишь на их сайт tengenhi.ru, видишь в разделе ?О компании?, что они с 1994 года в металле и мостах, и понимаешь — это не кустарный цех. Их профиль — комплексные решения для несущих систем, а значит, базовый компонент, та же отливка для седла, должен быть безупречным. Они могут позволить себе современное оборудование для спектрального анализа стали прямо на производстве. Это не для галочки, это чтобы точно знать, что идёт в работу.
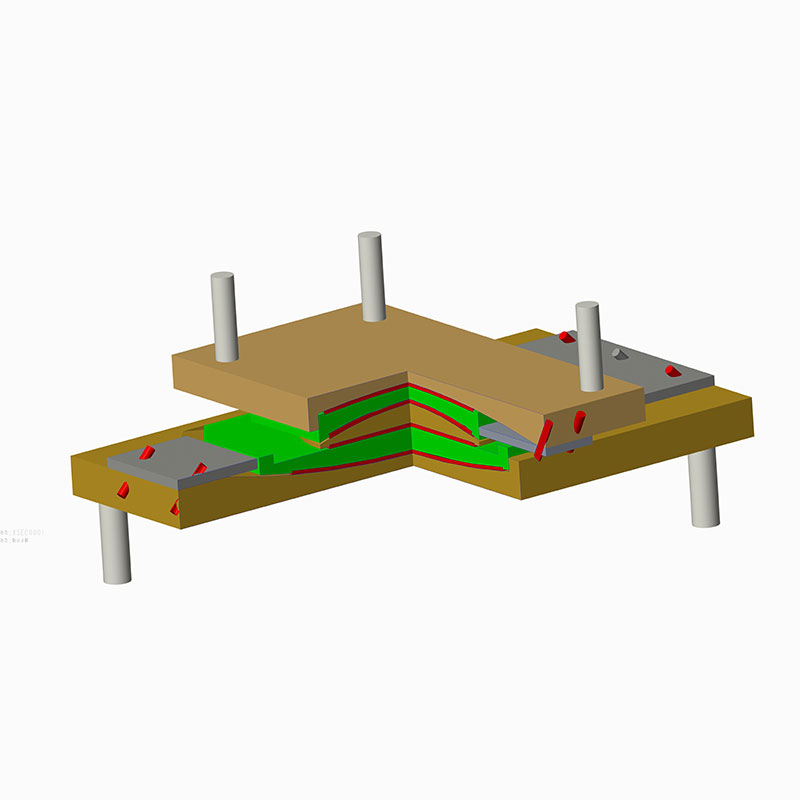
Но самый критичный этап, который часто упускают из виду, — это подготовка кромок отлитой детали под сварку. Литая поверхность — не идеальна. Её нужно фрезеровать, строгать, чтобы обеспечить идеальную геометрию стыка с листовой сталью. Видел, как на одном производстве пытались сэкономить на этой операции, заваривая ?как есть?. Результат — внутренние напряжения, микротрещины, которые вскрылись уже после пескоструйной обработки. Пришлось резать и переделывать. Так что инновация, если она и есть, — в понимании, что литьево-сварная конструкция — это единый организм, и стык двух технологий требует хирургической точности.
Полевые испытания: где теория сталкивается с реальностью
Любые расчёты хороши на бумаге. Реальная проверка — это монтаж в условиях, далёких от идеальных. Тут китайские производители, которые экспортируют по всему миру, набрались специфического опыта.
Климат — огромный фактор. Поставка тех же седел для эстакад в Сибирь или на Север требует учёта хладноломкости металла. Стандартная марка стали для отливки может не подойти. Приходится либо легировать, либо менять всю технологическую цепочку термообработки после сварки, чтобы снять напряжения. Это не всегда получается с первого раза. Был случай с поставкой для одного горно-обогатительного комбината: седла, прекрасно работавшие в Китае, дали микротрещины после первой же зимы. Разбор полётов показал, что виноват не столько металл, сколько режим сварки на стройплощадке при -25°C, который не был прописан в контракте. Теперь такие нюансы часто учитываются на стадии проектирования.
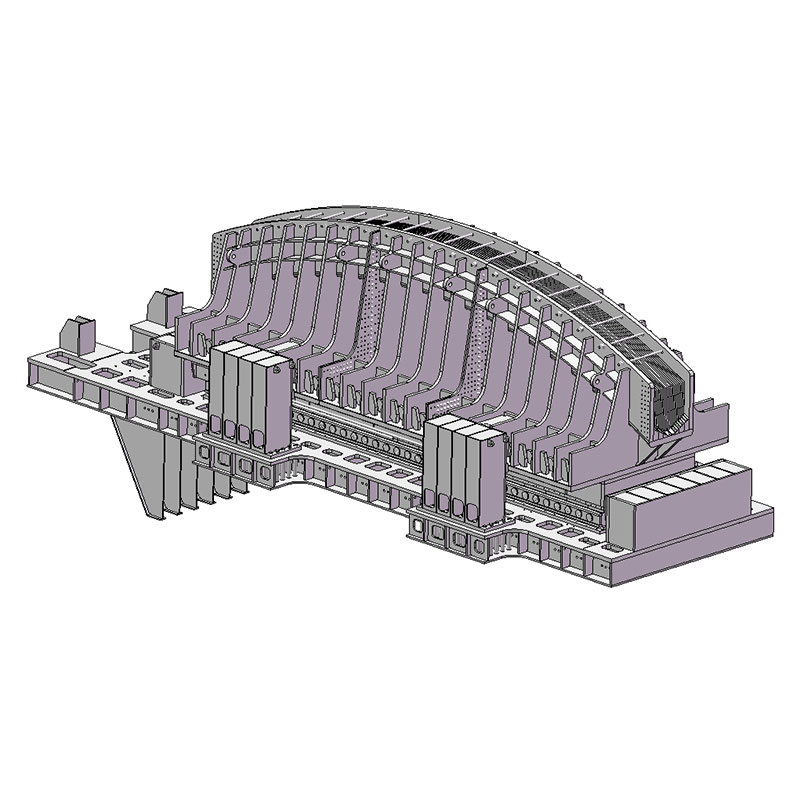
Ещё один практический момент — логистика и монтаж. Цельное литое седло огромного размера — это кошмар для перевозки и установки. Разборная или сборно-сварная конструкция (где крупные отлитые части стыкуются на месте) часто выигрывает. Видел, как на строительстве железнодорожного моста использовали как раз такой подход от Тяньюань. Отлитые ?щеки? седла везли отдельно, а сварной корпус — частями. На месте всё собиралось в ?колодец? и обваривалось. Скорость монтажа выросла в разы, а требования к грузоподъёмности кранов упали. Это ли не практическая ценность такого подхода?
Не только мосты: где ещё работает эта схема
Зацикливаться на мостостроении — ошибка. Принцип литьевой заготовки в связке со сварным каркасом оказался востребован в самых неожиданных местах.
Металлургия, например. Оправки для прокатных станов, элементы конвейеров горячего окатыша — там, где есть ударные нагрузки и высокая температура. Цельная отливка из жаропрочной стали стоила бы космических денег. А вот комбинированная конструкция, где из такой стали сделаны только критически нагруженные вставки (те же литьевые элементы), а остальное — из обычной конструкционной, оказалась золотой серединой. Срок службы вырос, цена осталась вменяемой.
Горнодобывающее оборудование — ещё один полигон. Ковши экскаваторов, крепления дробилок. Абразивный износ + удар. Здесь часто идут ещё дальше: литую основу седла или проушины усиливают наплавкой твёрдыми сплавами уже после сварки всей конструкции. Получается трёхслойный ?пирог?: литьё — сварной шов — наплавка. Технологически сложно, но эффективно. Компании вроде упомянутой Тяньюань, которые позиционируют себя как поставщика комплексных решений, как раз и предлагают не просто деталь, а именно такой адаптированный под задачу ?конструктор?.
Обратная сторона медали: о чём не пишут в каталогах
Конечно, не всё так гладко. Есть и подводные камни, о которых знают только те, кто непосредственно вёл проекты.
Первое — это зависимость от человеческого фактора на сборочном производстве. Самая совершенная отливка может быть безнадёжно испорчена неквалифицированным сварщиком. Контроль за этим — головная боль поставщика. Китайские заводы решают это по-разному: где-то ставят роботов на ключевые швы, где-то имеют штат сверхопытных мастеров, а где-то, увы, экономят. Поэтому выбор поставщика — это не выбор по цене, это выбор по аудиту его производственных процессов. На сайте tengenhi.ru видно, что компания делает ставку на тяжелую промышленность и серьёзные проекты. Это косвенный признак, что они не могут позволить себе халтуру — репутация дороже.
Второе — это ?документационная инновация?. Сертификаты, отчёты об УЗК-контроле швов, паспорта на материалы. Китай здесь сильно подтянулся. Раньше могла приехать пачка бумаг с непонятными печатями. Сейчас документация часто соответствует международным стандартам (ISO, EN). Это, пожалуй, даже большая инновация, чем сама технология. Потому что она открывает двери на те рынки, где без этого просто не разговаривают.
И третье — гибкость. Западные производители часто предлагают каталог, из которого нужно выбирать. Крупные китайские заводы, особенно как Тяньюань, давно работают по схеме ?пришлите ТЗ — сделаем?. Способность адаптировать стандартное литьево-сварное седло под нестандартные параметры заказчика — это их огромный плюс. Но это же и риск: каждый новый проект — это, по сути, новая разработка, со своими ошибками и доработками. Не все клиенты готовы к такому циклу.
Итог: так инновации или нет?
Возвращаясь к заглавному вопросу. Если ждать от Китая какого-то технологического чуда в области литья или сварки — пожалуй, нет. Фундаментальные исследования и прорывные технологии материалов — пока не их конёк.
Но если говорить об инновациях как о системном применении и комбинации известных технологий для достижения оптимального соотношения ?цена-надёжность-сроки?, то ответ — однозначно да. Они взяли две классические технологии, глубоко проанализировали их слабые и сильные места, и на стыке создали прагматичный, жизнеспособный продукт. Они научились его считать, контролировать на всех этапах, документировать и, что важно, адаптировать под реальные, а не идеальные условия.
Поэтому, когда сейчас видишь в спецификации на крупный инфраструктурный проект ?литьево-сварные седла производства КНР?, это уже не вызывает удивления или опаски. Это воспринимается как данность, как один из рабочих вариантов, который имеет право на жизнь при условии грамотного выбора производителя и жёсткого технадзора. А это, согласитесь, уже многого стоит. В конечном счёте, самая полезная инновация — это та, которая тихо и надёжно работает годами, а не та, о которой громко кричат на выставках.